Smart & Programmed Analytics & Diagnostics in I&C systems
I have had a couple of discussions lately related to the untapped potential of modern control systems in terms of improved diagnostics and analytical data that could improve reliability and performance.
The table below shows some examples of some analytical and diagnostic functionality that can be built into or implemented into typical modern control systems.
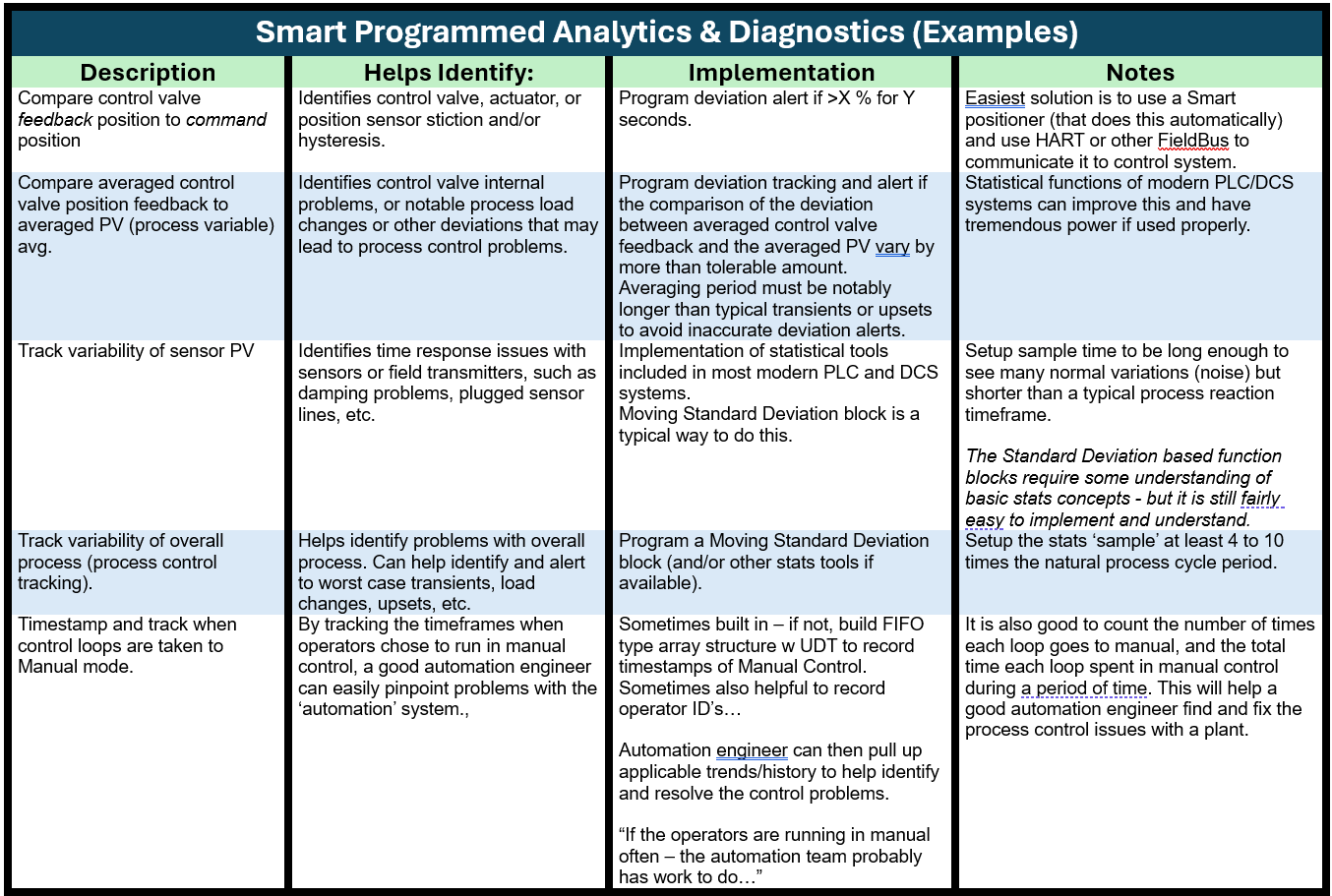
Note 1 – Most of the following examples can be implemented much easier than most people would assume. Using duplication tools that all controls integrators would be familiar with, the basic code can easily be mass produced and applied universally once the functional code is tested and verified.
Note 2 – Best practice would be to place this code in a stand-alone routine, task, or (sub) program that is separate from any control, safety, comms, or other functional logic. It may be wise to generate HMI ‘alerts’ depending on severity of error, data, or deviation, and possibly have one Diagnostics screen that shows all such diagnostic alerts that can be easily / periodically reviewed as needed.
Note 3 - In some cases, a secondary (higher) level of warning or alert notification may be utilized if the deviation or problem magnitude is at the higher threshold. These may even include audibles or inclusion on operator warning/alarm screens depending on the situation.
Note 4 – Many / most of today’s Smart instrumentation have incredible diagnostic capabilities that go largely untapped.
For example, all of those 3051’s (there are likely hundreds or thousands in your plant), all have plugged sensing line diagnostics built in, as well as diagnostics to monitor the overall condition of the 4-20mA loop and alert for changes in resistance, leakage, or power supply voltage (which are the most common loop problems in reality).
Using HART or other fieldbus instruments, this data can be easily communicated directly to the control system or a system like Honeywell’s FDM or Emerson’s AMS to boost reliability in dramatic ways.
In applications where the control system does not have ability to pull HART data directly from the 4-20mA loops, you could utilize something like Rosemount’s THUM adapters to securely communicate various diagnostics and other data over wireless. I'm sure there are similar products with Honeywell and other I&C manufacturers, but I'm mostly familiar with the Rosemount stuff. There are even hard-wired add-on modules that you can wire into the loop in a control cabinet to acquire the HART digital data, and of course there are various Fieldbus systems that can do this via direct digital data.
Recently, I ran across a brilliant system for testing and diagnosing control valve issues. The system is called the Profiler, by SoftTek Engineering (Profiler Diagnostic & Testing Systems | SofTek Engineering). This system does an outstanding job of diagnosing and testing control valves in the field (or on the bench prior to installation). What I have seen and know about it so far is very impressive and I'm hoping to get to see it being used in the field soon. This is a phenomenal way to verify full functionality on a new control valve installation, or to periodically verify performance of mission critical or suspected problematic control valves. It can also be a great place to start when you run into process control problems that are difficult to diagnose (I always say ensure the inputs and outputs of a control system as step 1). My plan is to generate a specific post on this system as I get more information.
Example Situation:
I observed a situation with a major oil & gas customer where the same exact control valve caused at least (2) different shut-ins over a period of time. I say 'at least' because it happened on two different occasions when I just happened to be there (and I wasn't there very often)...
The control valve in question used a (down to open) actuator and was very corroded on the top 75% of the stem. The valve rarely if ever operated above 15-20% because it was operated in a very high gain (on/off) mode at the setpoint and it would only ramp up to about 15-20% before the vessel level lowered enough to cause the valve to close again.
Under normal conditions that small 'dump cycle' gets rid of accumulated liquid easily. But at times when the process was running 'wet', the valve would need to open a bit further to dump the accumulated liquid, and that is when things would turn ugly.
Because the top of the stem was so corroded, when the valve opened further, the corroded part of the stem would enter the packing, and the valve would begin to suffer from stiction (i.e. 'sticky-friction' of valve stem).
The valve stem was so corroded it had a visually evident geometric taper of corrosion that started at about 25% and increased to nearly 1/16" thick at 100% point!). It was obvious that anything above 50% would surely stick in the Teflon packing, and it was likely that anything between 25-30 might even stick somewhat. In fact, the only 'shiny' part of the stem was the 0-15% point where the valve most commonly operated.
Note - In case you are wondering: YES - If a valve has obvious. significant corrosion on the stem, that is a problem that should be resolved with proper valve preservation & maintenance... (but few maintenance programs even look at valves, other than right after failures or trips)!
I'm sure that control valve stuck lightly many times before it finally became ‘fully stuck’ and caused the subsequent trips. Who knows how many trips and how many millions of dollars this single small control valve has to its credit? For that matter, who knows how close the vessel has gotten to a gas-blowby situation which could have damaged downstream systems?
Any modern Smart valve or valve positioner will monitor when it takes more pressure or time to move the valve, or when the position deviates from the command by a set amount / time and can produce alerts to let us know.
The Smart positioner (Fisher DVC 6200) that fed the control valve in this scenario probably internally recorded dozens or hundreds Travel Deviation Alerts due to the stiction that occurred each time it got above 20% or so – but nobody knew; because it (still) has no means of communicating the info of the impending failure...
It would save millions for this facility alone if they simply implemented a means for that single smart positioner to communicate it’s built in diagnostics data and alerts of the increasing stiction problem to a responsible human who could engage and resolve the problem before it caused yet another trip.
...Granted, the next step should be to implement a fix to help preserve the valves (but that is another topic).
Control valve stiction problems like the one noted above are very common and are one of the major contributing causes of process trips, poor process control, and process accidents.
Summary:
Most plant maintenance problems are NOT instantaneous – they typically start small and progress over time, and there are usually indicators available that an issue is developing long before the bigger problems occur. We just have to look for them (or setup something to automatically look for them and report it to us).
The built-in diagnostic capabilities of most modern valves, transmitters, and positioners, along with some intelligently designed analysis & diagnostics programmed into our PLC/DCS control & safety systems could help improve plant performance, save money, and reduce risks.
I’m convinced the only reason this type of solution is not being implemented in a widespread way is because so few people adequately understand modern I&C systems or technology adequately (and/or think outside the box that has been built and fortified for 40+ years). The bulk of the I&C industry's maintenance and engineering programs are still based on the designs and practices from the 80’s or earlier.
Final Thought:
This situation reminds me a little bit of the movie Money-Ball with Brad Pitt. Great movie btw.
The deep-rooted traditions, patterns, and assumptions prevented anyone in the baseball world from using available statistical data in a smarter way, or from looking outside the box.
The phrase 'this is how it's always been done' is quoted several times in that movie actually.
Yet, smartly analyzing the data and thinking outside the box proved to be a winning answer in Baseball, and I believe strongly that it is also the right answer in plant reliability or about any other field.
"The data is already there - we just have to start intelligently using it".
Because it is such as widespread weakness in the I&C field, we cover the advances in Instrumentation technology and the details of modern Smart transmitters as a core component of our standard Instrumentation classes.
While RTD's, thermocouples, and most other I&C concepts haven't changed much over the years, the technological advances of Smart transmitters and actuators can have a profound positive impact on the overall reliability of a plant if used correctly - and this area should be a big part of any serious I&C training program.
If you have questions about programs like this, or would like ideas or input on your program, reach out to Mike Glass at (208) 715-1590 or via email at [email protected]

About the author
Mike Glass
Mike Glass is an ISA Certified Automation Professional (CAP) and a Master Certified Control System Technician (CCST III). Mike has 38 years of experience in the I&C industry performing a mix of startups, field service and troubleshooting, controls integration and programming, tuning & optimization services, and general I&C consulting, as well as providing technical training and a variety of skills-related solutions to customers across North America.
Mike can be reached directly via [email protected] or by phone at (208) 715-1590.